
Once you understand that CNC machining parts are repeatedly machined to extreme precision, you may assume that once a shop has capabilities, they can make any CNC machined parts. Not so!
To sound impressive, many CNC machine shops claim to manufacture “complex” parts, but that’s not always true. So, let’s discuss what a complex part really is and uncover the skills required by a shop to work on them. Here are six different conditions that could cause a part to be classified as “complex,” with photos from actual Stecker Machine projects.
1. Casting Weight and Size
This one is straightforward. Some CNC machining parts are large, usually making them heavy, too. A part over 50 pounds requires a lifting device as well as a plan on handling it throughout the process, from raw material to the machine tool to inspection to final packaging. Stecker Machine uses numerous cranes and can also design and build lifting devices as they’re needed.
 This lift system can move a casting over 200 lbs after machining.
This lift system can move a casting over 200 lbs after machining.
2. Fixturing
Simply holding CNC machining parts can be challenging, especially custom CNC parts. Before any cast tooling is made, a shop works with the customer and the foundry to plan how to clamp and hold the part for machining. The cast datum scheme typically ensures everyone is on the same page. Occasionally, cast datum points need to be moved to improve a fixture’s clamping and holding abilities.
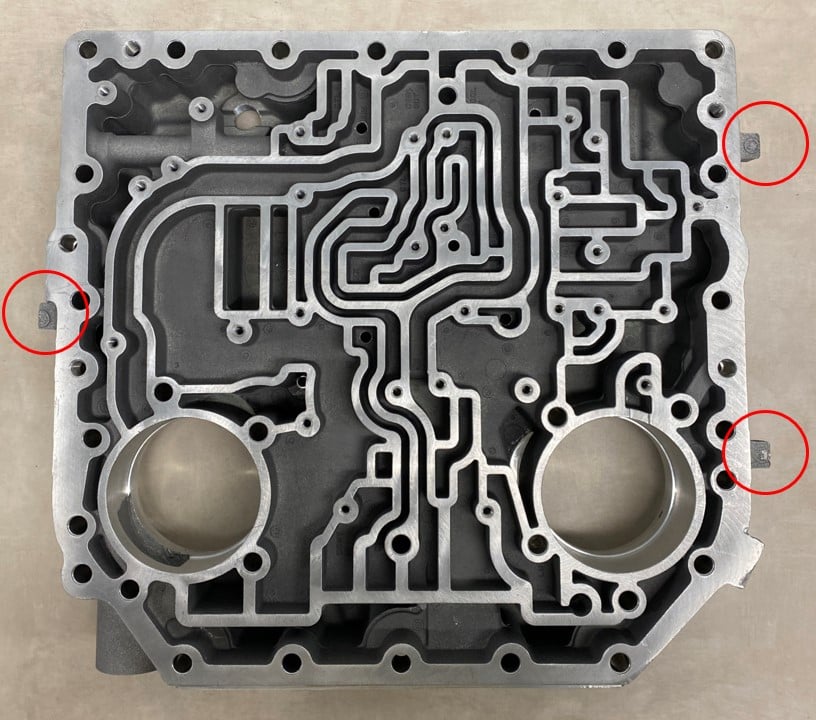 Clamping tabs (see red circles) are often added to a part to improve holding while machining, which may or may not stay on the part after machining.
Clamping tabs (see red circles) are often added to a part to improve holding while machining, which may or may not stay on the part after machining.
While staying current on the latest hydraulic components can be a challenge for some shops, hydraulic clamping does offer some advantages over manual clamping:
- Repeatability of accurately locating the part in the fixture
- Speed of clamping; can be seconds versus minutes
- Ease on CNC operators; less fatigue

To have the bore come out round in tolerance, we created a way of holding this part without putting pressure on the bore. That solution has led to 12 years of trusted delivery.
3. Part Material
From aluminum to ductile iron to cast iron, there are different grades for each type of material. Suppliers of tooling can help match the correct grade of insert to the material being run. Some custom-machined parts require materials that may not be easily accessible or simple to machine.
Stress in castings can affect a part as it’s machined. Once some material is removed, stress can cause a bored hole to be out of round or a milled surface to be out of flatness. Solutions to stress distortion include:
- Adding a finish operation to the part
- Changing how the part is held
- Adding a semi-finish tool
- Having the casting stress relieved
4. Print Tolerances
Tight tolerances can make a part complex. Here are some examples of when tolerance becomes a challenge: true position of .1mm on a bore; a diameter tolerance on a bore of .020mm; concentricity of several bores at .015mm tolerances.
These tight tolerances determine if specialty tooling is needed, how many operations are required, how the machines should be programmed, and if an outside operation is needed.
The larger the bores, the tougher it is. Plus, flatness of .05mm, or parallelism of .05mm, can be challenging on larger or thin-walled parts. Solutions include different face mills, inserts, and different ways of fixturing the part.
5. Assembly
Part complexity and the number and types of components that need assembly determine how an assembly fixture is designed. Operator-friendly assembly fixtures are developed so that all necessary components are assembled, ensuring that all assemblies ship with complete components.
.jpg?width=3024&height=1762&name=5.1%20Assembly%201%20(1).jpg) Air cylinders, sensors, pressure switches, etc., help make sure no components are missed. In fact, with the latest technology, the assembly fixtures further prevent human error by sequential error checking. Some stations are smart enough to know components are picked and installed by sequence. The equipment prevents the employee from missing a step.
Air cylinders, sensors, pressure switches, etc., help make sure no components are missed. In fact, with the latest technology, the assembly fixtures further prevent human error by sequential error checking. Some stations are smart enough to know components are picked and installed by sequence. The equipment prevents the employee from missing a step.
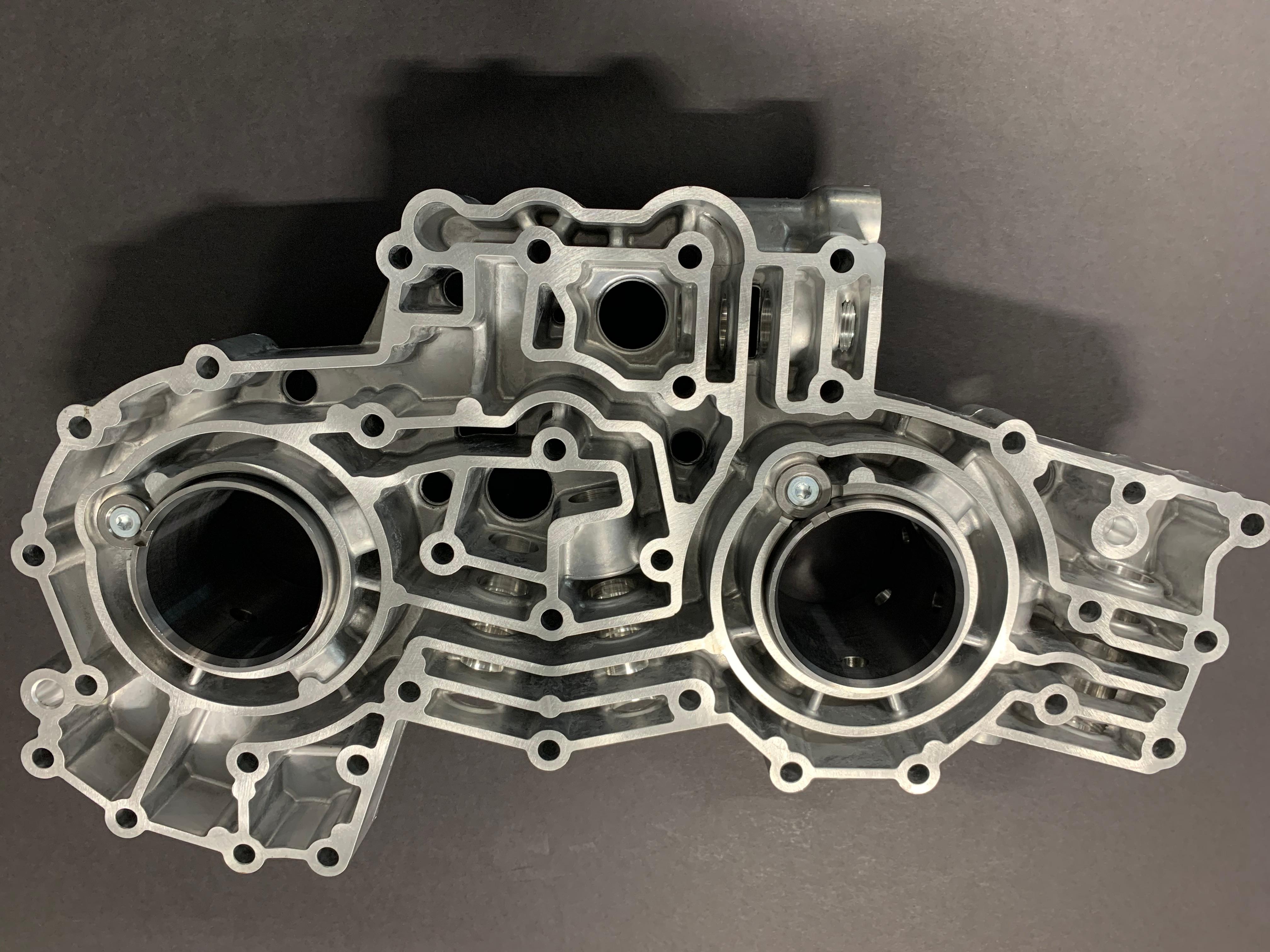 Another shop’s assembly of an 82.55mm diameter steel sleeve into an aluminum part (press fit of .18mm) marred the sides of the aluminum part and created leak paths. Our innovative solution of pressing in the sleeve with heat eliminated the leak paths and satisfied our customer with superior quality.
Another shop’s assembly of an 82.55mm diameter steel sleeve into an aluminum part (press fit of .18mm) marred the sides of the aluminum part and created leak paths. Our innovative solution of pressing in the sleeve with heat eliminated the leak paths and satisfied our customer with superior quality.
6. Pressure Testing
The shape of a part can make it complex. When clamping a part to pressure test it, critical features — machined bores, machined flat surfaces, thin walls — must be scrutinized to prevent distortion. If the part to be pressure-tested is large and heavy enough to require a crane for lifting, all handling steps need to be accurately planned.
 A water test is a standard pressure testing method during which the operator observes for air leaks to determine whether a part passes.
A water test is a standard pressure testing method during which the operator observes for air leaks to determine whether a part passes.
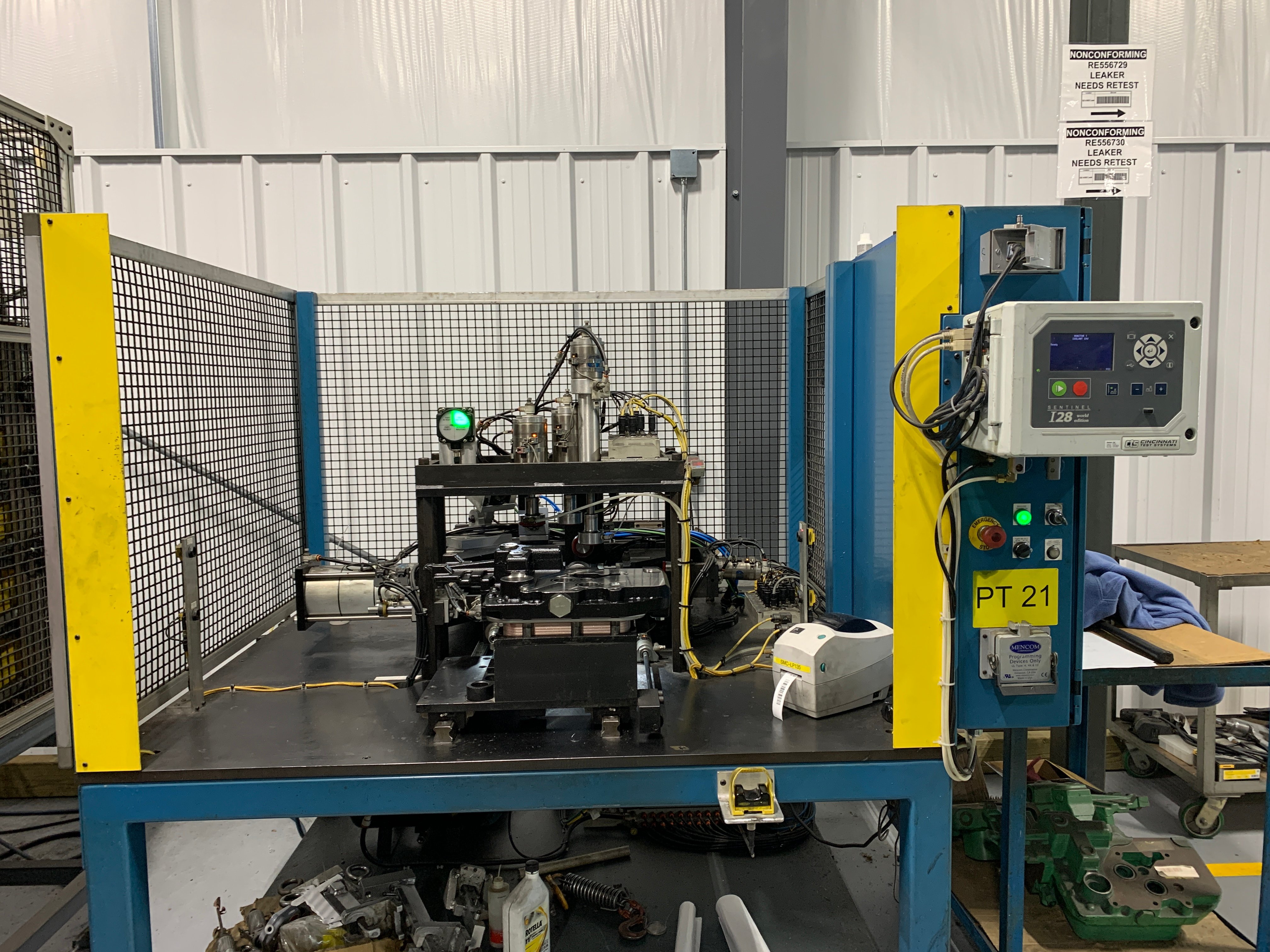 Air decay testing’s programmable test instrument is used for large quantities and provides pass/fail indication. This fixture’s test instrument and computer often cost more than water testing, yet they eliminate the potential for human error.
Air decay testing’s programmable test instrument is used for large quantities and provides pass/fail indication. This fixture’s test instrument and computer often cost more than water testing, yet they eliminate the potential for human error.
The description of “complex” may seem open to interpretation. Yet, the six ways we just covered are the only true explanations of “complex” CNC machining parts. These require a high-end machine shop that’s heavily invested in highly-skilled CNC operators and equipment, including robots.
Stecker takes pride in tackling complex projects that other machine shops refuse to attempt. Want to see some mini-case studies that prove it? Just click the image below to get your copy of our “tough project” resource called In a Bind?






